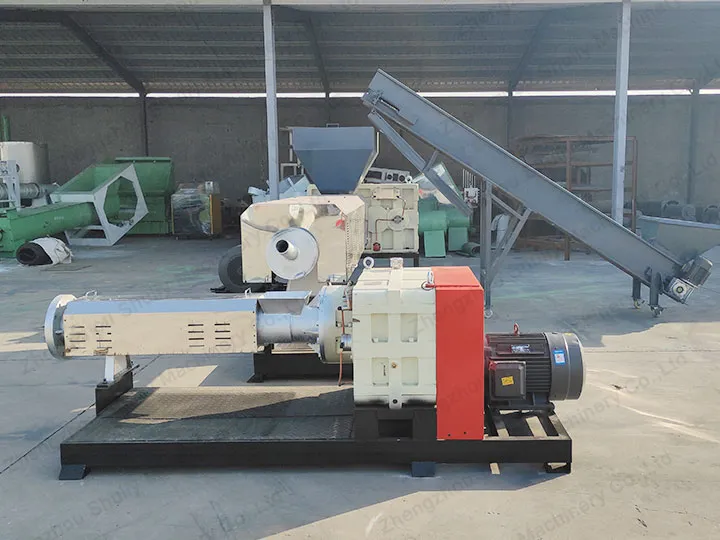
塑料废料颗粒机的挤出系统
塑料破碎机的主机是挤出机,由挤出系统、传动系统和加热冷却系统组成。挤出系统包括螺杆、机筒、加料口和模头。塑料通过挤出系统塑化成均匀的熔体,并在建立工作压力的过程中,由螺杆连续挤出模头。
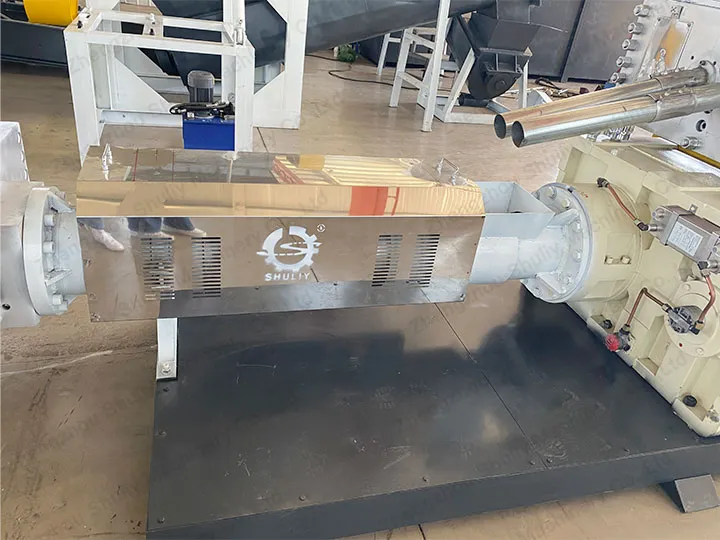
螺杆:塑料破碎机的主要组成部分,与塑料破碎机的类别和生产率有关,由高强度耐腐蚀合金钢制成。


机筒:是一种金属材料管,通常由耐高温、高抗压强度、高耐磨性和耐腐蚀性的合金钢制成。机筒与螺杆配合,实现塑料的破碎、软化、熔化、塑化、排气和压实,并向成型系统连续、比例地输送塑料。通常,机筒的长度与其直径之比为18:1,目的是使塑料得到充分加热和完全塑化。
加料口:塑料薄膜回收机的加料口底部装有切断装置,用于调节和切断物料流,料斗侧面装有观察孔和校准测量装置。


模头:塑料破碎机的模头由合金钢内套和碳结构钢外套组成。模头的ا作用是将塑料熔体的旋转运动自动转化为平行均匀的直线运动,按比例稳定地引入模具组,并为塑料提供成型所需的压力。
塑料薄膜回收机的传动系统
传动系统的功能是驱动螺杆,并在挤出过程中提供螺杆所需的扭矩和速度。它通常由电动机、减速器和轴承组成。


塑料回收颗粒机的加热和冷却装置
加热和冷却是塑料挤出过程进行的必要条件。
- 如今,塑料回收颗粒机通常使用电磁加热。加热装置从外部加热桶内的塑料,使其升温达到操作所需的温度。
- 冷却装置的设置旨在确保塑料处于工艺所需的温度范围内。其目的是避免温度过高导致塑料分解、烧焦或成型困难。





